
熱流道在優(yōu)化系統(tǒng)平衡中所起的關(guān)鍵作用
平衡性對(duì)于注塑工藝的優(yōu)化而言,有著重要的影響;有時(shí)往往也是驗(yàn)證中的一個(gè)限制因素。對(duì)于憑借盡可能寬泛的加工窗口力求生產(chǎn)無(wú)飛邊、充分填充、尺寸一致的部件的加工商來(lái)說(shuō),平衡性起著主導(dǎo)作用。平衡性是對(duì)某個(gè)特定模具固有變化的數(shù)字性表述,通常通過(guò)比較最重和最輕部件之間的差異來(lái)衡量。平衡性量測(cè)的目標(biāo)之一是盡力減小這種差異變化,而熱流道在這方面則有著顯著的影響。
本文將探討系統(tǒng)和熱流道平衡的工藝基礎(chǔ)及其對(duì)于模具認(rèn)證的影響。我們將聚焦那些有助于開(kāi)發(fā)設(shè)計(jì)精良的熱流道的相關(guān)因素,以及造成系統(tǒng)不平衡的原因。我們還將研究影響幾何體熔體通道平衡之外的短射(注射不足)平衡性的因素,以及如何測(cè)量系統(tǒng)平衡性,如何基于特定的最終用途應(yīng)用而設(shè)定期望。
為何要擔(dān)心平衡性?
注塑成型中的型腔平衡是模具驗(yàn)證過(guò)程中所要考量的若干基準(zhǔn)指標(biāo)之一。在成型工藝的評(píng)估中,熱流道可以輔助微調(diào)平衡性。雖然有許多信息資源,如網(wǎng)站和出版物,專門討論平衡的重要性,但就哪些因素組成了“可接受的”平衡性,其相關(guān)信息卻少之又少亦或完全沒(méi)有。針對(duì)最為有效的平衡性量測(cè)程序,其廣為大眾所認(rèn)可的信息同樣缺失。
對(duì)于許多行業(yè)觀察家來(lái)說(shuō),系統(tǒng)平衡性究竟指代什么尚不明確。它是否突出各型腔之間的差異,或者需要多少容量來(lái)填充模具?圍繞著注塑平衡性的定義,仍缺乏清晰的概念,因?yàn)檫@些規(guī)定皆由使用者自己來(lái)解讀,因而在本質(zhì)上是主觀的。
使用多型腔模具進(jìn)行注塑操作時(shí),為了擁有最大的潛在工藝窗口,所有模腔應(yīng)同時(shí)填充。各型腔之間以及各個(gè)注射點(diǎn)之間的差異,令高度一致地模塑尺寸統(tǒng)一的部件變得極為困難。
模塑部件的不一致性可以多種不同的缺陷形式得以呈現(xiàn)。顯然,部件不一致的情況絕非人們所愿,而這些差異所造成的真正影響又有哪些?不一致性意味著:如果所需的規(guī)格無(wú)法達(dá)成,則不得不延長(zhǎng)認(rèn)證時(shí)間。質(zhì)量差往往導(dǎo)致成本的增加,可以表現(xiàn)為報(bào)廢率升高、額外的檢查和保修費(fèi)用激增。部件之間的差異性也會(huì)對(duì)制造合格部件的工藝窗口加以限制,最終降低靈活度和工藝的穩(wěn)健性。
這些結(jié)果都是“水線之上”的,可以直接測(cè)量。不一致的部件還有多重“水線之下”的成本。這些“隱形成本”可以是更高的風(fēng)險(xiǎn)、加速處理、緩沖庫(kù)存(安全庫(kù)存)、銷售損失、難以預(yù)測(cè)的盈虧、客戶忠誠(chéng)度下降和更高的管理成本。通過(guò)竭力減少差異性,加工商可以創(chuàng)建更強(qiáng)有力的模塑系統(tǒng)和模具,能在指定的規(guī)格范圍內(nèi)生產(chǎn)更多更好的部件。
解決熱流道系統(tǒng)的不平衡性
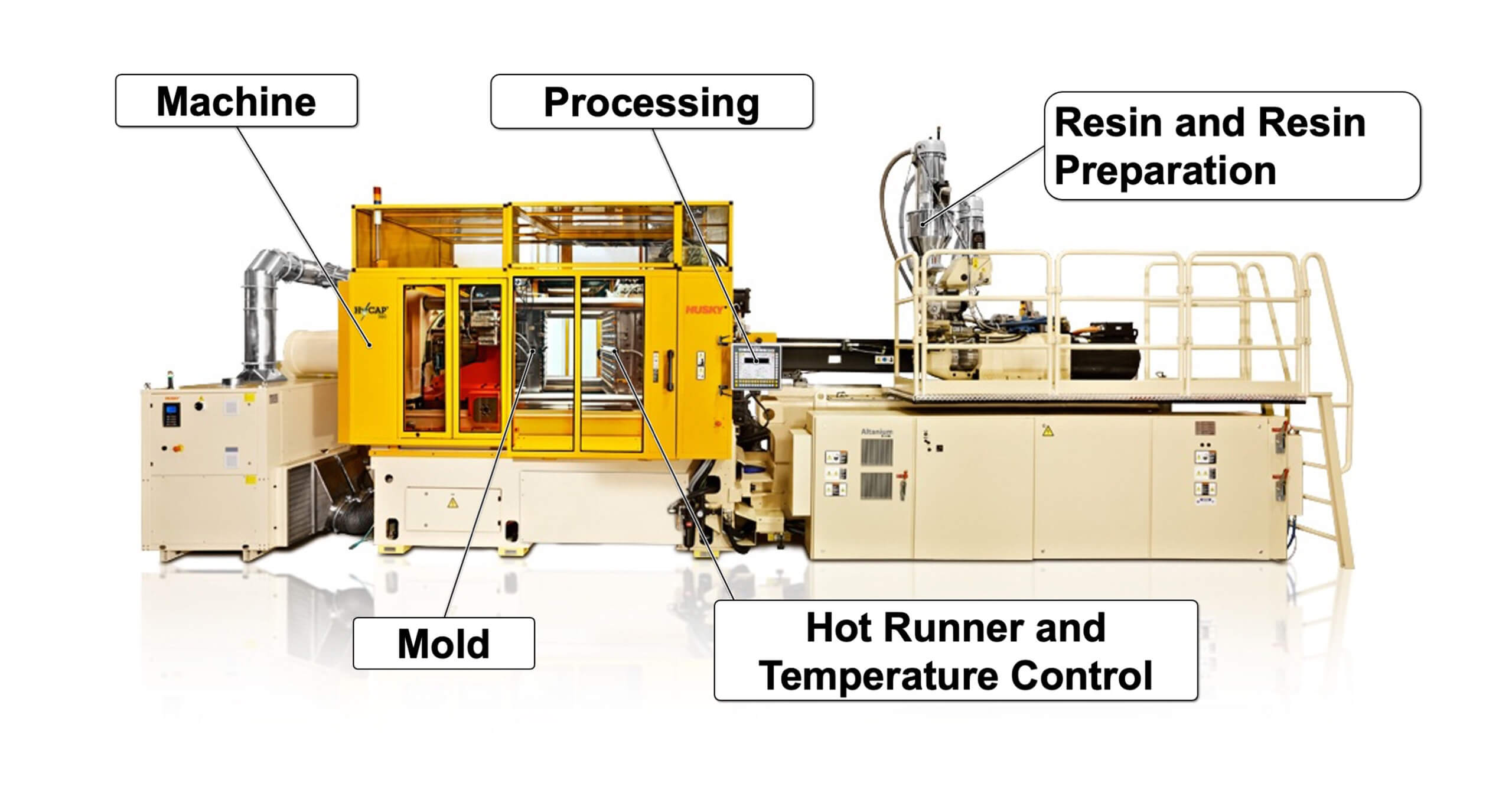
短射(注射不足)平衡性受到很多外在因素的影響:
- 注塑機(jī)(噸位、壓板狀況、螺桿設(shè)計(jì))
- 樹脂(類型、品質(zhì)、制備)
- 加工工藝(注射剖面,冷卻時(shí)間,注射量)
- 模具(模具類型、排氣、冷卻布局、剛度、部件的幾何形狀)
熱流道系統(tǒng)也有影響短射(注射不足)平衡性的諸多因素。熱流道的關(guān)鍵考量因素包括熔體通道布局、加熱器布局、推板螺栓連接和推板冷卻。其它影響因素包括澆口方式、驅(qū)動(dòng)和溫度控制。
簡(jiǎn)單地將樹脂由PC/ABS更換為聚丙烯樹脂,多型腔模具的平衡性由65%提高到93%。在不對(duì)模具型腔和熱流道作出任何改變的情況下實(shí)現(xiàn)這一提升,說(shuō)明了樹脂類型會(huì)對(duì)短射(注射不足)平衡性產(chǎn)生很大影響。伴隨溫度或剪切所發(fā)生的些許變化,一些樹脂的粘度會(huì)產(chǎn)生顯著的變化。樹脂與工藝和模具條件的相互作用不盡相同,往往取決于樹脂的屬性。基于不同的樹脂和模具,其對(duì)平衡性的影響可能是正面的,亦有可能是負(fù)面的。
雖然熱流道可以為模塑商提供顯著的優(yōu)勢(shì),但它們卻增加了模具的復(fù)雜性,也可能導(dǎo)致填充不平衡。當(dāng)需要模塑的型腔多于一個(gè)以上時(shí),就可能存在平衡問(wèn)題。所有的澆口性能表現(xiàn)一致,這一點(diǎn)極為重要。在為要求嚴(yán)苛的終端市場(chǎng)(例如醫(yī)療和保健)模塑公差要求極嚴(yán)或薄壁部件時(shí)尤甚。如果澆口的運(yùn)行方式不保持一致,模具平衡性則被打破。短射(注射不足)平衡性的重點(diǎn)在于:塑料的注射量小于制造填充完全且尺寸穩(wěn)定的部件所需的用量。
閥桿時(shí)序也會(huì)對(duì)短射(注射不足)平衡性產(chǎn)生重大影響。在一個(gè)32腔注射器針筒模具中,憑借UltraSync®推板驅(qū)動(dòng)技術(shù)將閥桿驅(qū)動(dòng)從單點(diǎn)獨(dú)立氣動(dòng)活塞控制改為同步所有閥桿,將短射(注射不足)平衡性從60%提高至90%。
熱力均勻令填充更趨平衡
熱流道的目標(biāo)是將熔體輸送到模具的每一個(gè)型腔,通過(guò)設(shè)計(jì)優(yōu)化,熱流道的溫度曲線也能影響平衡性。理想情況下,無(wú)論流動(dòng)路徑如何,樹脂的熱度情況均保持一致。影響溫度變化的幾個(gè)因素包括加熱器技術(shù)、注射點(diǎn)布局、制造實(shí)踐和其它設(shè)計(jì)因素。在分流板材料、熱電偶放置、加熱器產(chǎn)生的熱輸入和含鉛部件處產(chǎn)生的熱損失之間存在著一個(gè)工程平衡。
赫斯基熱流道提供極高水平的熱均勻性,其特性包括:
- 經(jīng)優(yōu)化的熱力設(shè)計(jì):分流板基于工程原理,遵循嚴(yán)格的指導(dǎo)方針設(shè)計(jì)而成。采用熱有限元素分析(FEA)對(duì)每個(gè)分流板設(shè)計(jì)進(jìn)行分析。針對(duì)每個(gè)應(yīng)用,對(duì)熱輸入、熱損失和溫度曲線進(jìn)行優(yōu)化。
- 經(jīng)驗(yàn)證的制造設(shè)備和過(guò)程檢查:分流板加熱器制造和安裝設(shè)備是自動(dòng)化的,實(shí)施過(guò)程檢查以驗(yàn)證精準(zhǔn)的加熱器元件位置。
- 熱均勻性檢查:所有成品熱流道和分流板系統(tǒng)都在最終裝配階段進(jìn)行量測(cè)和熱測(cè)試。在裝運(yùn)前,根據(jù)合規(guī)指導(dǎo)對(duì)溫度曲線進(jìn)行審核,一般使用熱成像進(jìn)行審計(jì)和故障排除。
熱均勻性亟需控制
熱力呈均一表現(xiàn)的硬件系統(tǒng)與其控制器的性能息息相關(guān),這往往依賴于精確的溫度信號(hào)、優(yōu)化并受控的算法以及快速的反應(yīng)時(shí)間。首要的、同樣也是最重要的考慮因素是:用來(lái)決定模具溫度的熱電偶信號(hào)的準(zhǔn)確性。控制算法的有效性取決于其計(jì)算所依據(jù)的數(shù)據(jù)的準(zhǔn)確性。如果溫度測(cè)量因熱電偶線路上的高壓漏電而受干擾,甚至中斷,那么此刻的溫測(cè)值將被誤認(rèn)作正確的讀數(shù),而實(shí)際上并非如此。赫斯基Altanium®模具控制器利用隔離的熱電偶輸入信號(hào),消除了電噪聲的影響,并確保溫度信號(hào)真實(shí)有效。
第二個(gè)控制部件則是控制算法。該算法包含相關(guān)指令——基于熱電偶的反饋,調(diào)制功率輸出以適應(yīng)過(guò)程中的變化。以Altanium控制器為例,該過(guò)程采用主動(dòng)推理技術(shù)(ART)進(jìn)行管理,ART根據(jù)特定的操作環(huán)境,自動(dòng)地優(yōu)化對(duì)于每個(gè)加熱器的控制。
最后的控制部件是反應(yīng)時(shí)間。這一點(diǎn)很重要,因?yàn)榛谒惴ǖ挠?jì)算一旦執(zhí)行,處理命令所耗時(shí)間越長(zhǎng),溫度超出公差范圍就越多。使用分布式控制體系結(jié)構(gòu)減少了信號(hào)必須傳輸?shù)木嚯x,從而使命令能夠在盡可能短的時(shí)間內(nèi)予以執(zhí)行。
在分布式體系結(jié)構(gòu)中,溫度控制和功率開(kāi)關(guān)電路集成在同一個(gè)卡上。溫度控制算法直接在線路板上執(zhí)行,極盡可能地縮短反應(yīng)時(shí)間。操作員界面的主要功能是向卡發(fā)送配置參數(shù),并對(duì)其進(jìn)行監(jiān)控。結(jié)果必然是盡可能精準(zhǔn),且可重復(fù)性強(qiáng)的溫度控制。

澆口選項(xiàng)發(fā)揮主要作用
澆口起限制的作用,塑料通過(guò)澆口進(jìn)入腔位。當(dāng)前,熱點(diǎn)式澆口(熱)和閥針式澆口(機(jī)械)是熱流道澆口的兩大選擇。在保壓期間,塑料在澆口處凝結(jié)并形成一層膜或表皮;當(dāng)模具打開(kāi)時(shí),這層膜從部件上脫落。留在澆口上的凝結(jié)塞在下一個(gè)生產(chǎn)周期開(kāi)啟時(shí)被吹出。幾個(gè)澆口間的這種“吹塞”活動(dòng)的順序可能是隨機(jī)的,這可能顯現(xiàn)出不平衡,在模具腔位數(shù)極高的情形下尤甚。這是由工差導(dǎo)致腔位間和澆口間的細(xì)微變化影響所致。即便所供應(yīng)的樹脂本身也并非真正的均質(zhì),其分子量在一定范圍內(nèi)不盡相同。可以通過(guò)調(diào)整熱流道溫度設(shè)定值來(lái)減少這些對(duì)平衡性所產(chǎn)生的影響。
另一種澆口選擇,即閥針式澆口,是一種機(jī)械性的控制方式,確保澆口品質(zhì)更佳。相較之熱點(diǎn)式澆口,其提供了更好的注射一致性,得益于機(jī)械式的澆口開(kāi)合規(guī)避了熱點(diǎn)式澆口所產(chǎn)生的不一致性。除卻沒(méi)有澆口殘留問(wèn)題之外,澆口直徑更大,因而澆口剪切力更小,部件的應(yīng)力也減小。

當(dāng)流體前端到達(dá)填充末端時(shí),型腔內(nèi)壓力不斷增加,有助于均衡型腔之間的流動(dòng)平衡差異,使之相等。部件的某些特征也可能對(duì)平衡性產(chǎn)生同樣的影響,也可能不在填充末端處。例如,瓶蓋上的防盜條可能“阻塞”或“計(jì)量”流經(jīng)部件該區(qū)域的流量。在這種情況下,最好在這些特性發(fā)生作用之前運(yùn)行故障排除程序。
就填充比率而言,平衡性在速度控制和壓力控制(V/P切換)之間的過(guò)渡點(diǎn)進(jìn)行評(píng)估。一個(gè)48腔模具用于制造重量為5克的部件,加工商一般在240克的總注射重量達(dá)到90%或95%時(shí)評(píng)估平衡性。填充比率法是當(dāng)速度控制向壓力控制過(guò)渡時(shí)識(shí)別異常值(部件填充率小于90%)的工具。在過(guò)渡點(diǎn)注射不足90%的部件可能存在模塑缺陷。
首件填充法更適合于故障排除,用來(lái)調(diào)查模塑系統(tǒng)的具體缺陷或問(wèn)題。過(guò)渡點(diǎn)(V/P切換)經(jīng)設(shè)置,使首個(gè)填充部件即為最末一個(gè)部件重量的理想比率。所有其它部件的重量將小于該首個(gè)填充部件。比如,首個(gè)填充件是最終部件重量的95%。
加工商在量測(cè)其注塑工藝的短射(注射不足)平衡性時(shí),應(yīng)合理管理他們的期望值。第一步是確定適合自己的程序。赫斯基推薦填充比率法(95%)。下一步,在明確閥針式澆口系統(tǒng)通常比熱點(diǎn)式澆口系統(tǒng)提供更佳平衡性的前提下,為該程序設(shè)定一個(gè)切合實(shí)際的期望值。這些期望均宜合理,宜適中,因?yàn)槠渌蛩貢?huì)對(duì)變化及最終的短射(注射不足)平衡性產(chǎn)生不利影響。
如果資質(zhì)不足的模具超越這些期望值,流程應(yīng)當(dāng)繼續(xù)。調(diào)查結(jié)果,如果問(wèn)題未被識(shí)別,記錄結(jié)果并繼續(xù)進(jìn)行資質(zhì)認(rèn)證。如果存在問(wèn)題(例如:尺寸問(wèn)題),應(yīng)當(dāng)完成以故障排除為目的的平衡性研究,從而尋找關(guān)聯(lián)因素。
在一個(gè)144腔熱點(diǎn)式澆口系統(tǒng)的案例中,兩個(gè)污染問(wèn)題得到解決。平衡性從67%提高到85%,最終提升至93%。另一個(gè)案例中,對(duì)平衡性影響最大的因素則是模具的冷卻水壓力。
短射(注射不足)平衡性測(cè)試僅代表一個(gè)確認(rèn)步驟,將變化測(cè)量歸因于模具,這一點(diǎn)應(yīng)當(dāng)為大家所理解。它并未對(duì)整體熱流道的設(shè)計(jì)、建造和功能作出任何負(fù)面判斷。
結(jié)論:
短射(注射不足)平衡性在優(yōu)化注塑工藝中起著重要作用。平衡性量測(cè)的最重要的目標(biāo)之一是通過(guò)測(cè)量部件重量,從而盡可能減少型腔間的變化。短射(注射不足)平衡性量測(cè)是一個(gè)重要的評(píng)估工具,可在模具資質(zhì)認(rèn)證中得以使用,以解決具體問(wèn)題。用于檢查短射(注射不足)平衡性的程序不盡相同,即便對(duì)同一系統(tǒng)進(jìn)行檢測(cè),其結(jié)果也并非如出一轍。選擇適合具體加工需求并匹配期望值的最佳程序極為關(guān)鍵。
諸多要素影響著某個(gè)特定模具的短射(注射不足)平衡性能。解決模塑系統(tǒng)的不平衡問(wèn)題,需要特別地著眼于造成變化的影響因素。減少工藝變化涉及到整個(gè)加工系統(tǒng)方方面面的改善。熱流道會(huì)對(duì)短射(注射不足)平衡性產(chǎn)生重大影響;這是模具資質(zhì)認(rèn)證中最為常見(jiàn)的考量因素之一。赫斯基優(yōu)化影響要素,以期盡可能地減少變化,并提高一致性,包括100%幾何學(xué)平衡的熱流道系統(tǒng)設(shè)計(jì),具備精確溫控性能的熱均勻熱流道,以及借助赫斯基UltraSync技術(shù)消除澆口開(kāi)合變化。